
The smooth surface of the metal gets damaged by rough handling, due to the targeted action of a person. Not every trace can be removed from stainless steel polish using soft rags. Here are the methods to receive the mirror polishing on steel that color coated steel supplier use.
Grinding With Mechanical Polishing
After damaging metal processing (cutting, welding, drilling, cleaning with hard rotor brushes, impacts), defects of various sizes are formed:
- scratches, dents;
- seams, flows, shells;
- cracks;
- burrs.
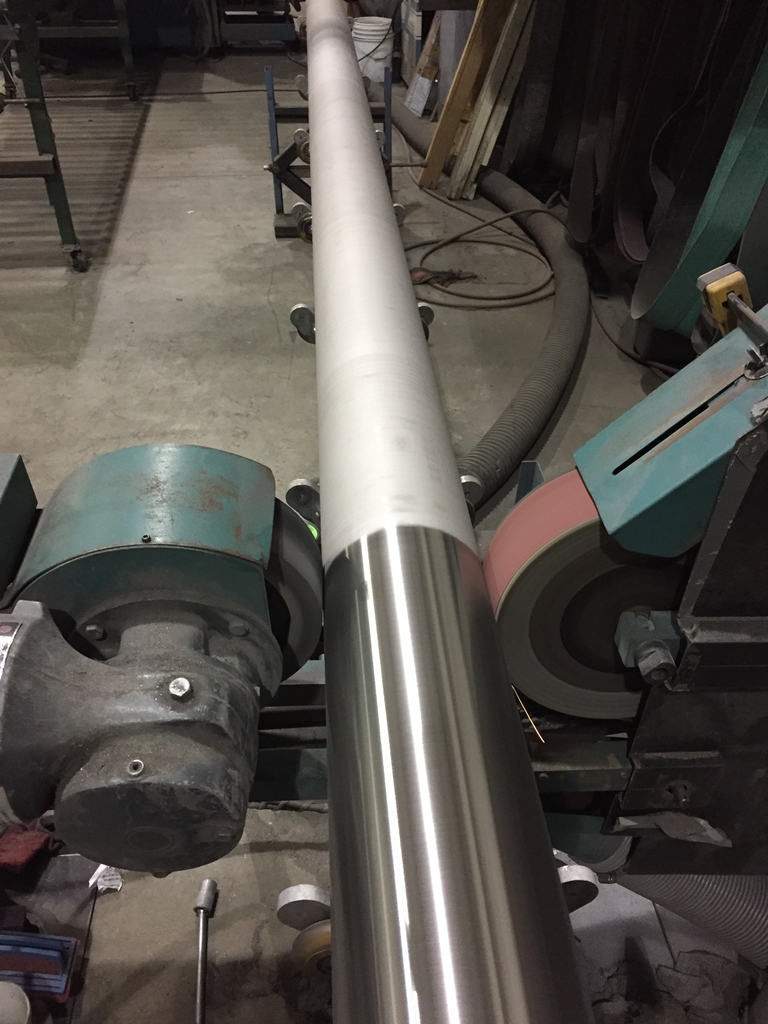
These surface failures reduce wear resistance, reflectivity, and resistance to complex loads. To eliminate the roughness and give this solid material the real shine, it is necessary to perform 4 to 5 operations. Grinding is carried out using an electric grinder and interchangeable abrasive wheels. Felt circle, after rough cleaning, begins to polish the product. Endless tape provides the ease of machining complex stainless steel parts.

The mechanical action of the soft circle with the paste applied removes a very small amount of metal. Glossy alignment occurs due to the redistribution of the structure of the upper layer of stainless steel, and not cutting it off. Under the influence of air, the active components of the paste, and heating from friction, the old oxide films are destroyed, and, immediately after cooling, new ones are created.
After mechanical polishing, perfect smoothness and shine are not created in places that are not convenient for access. In this case, polishing is finished by hand. Creating the mirror finish on stainless steel by polishing it by hand is the operation that is time-consuming, long-term, but absolutely possible. Begin to polish by grinding with pastes, and finish with liquid polishes. The process must be exposed to the entire visible plane — partial local processing will be noticeable. Eliminate visible differences with the use of polish if the previous step did no help.
Chemical Method
Small parts made of stainless steel are processed by a method that does not require a lot of physical effort and several hours of work. Using polishing circles can be simply inconvenient. Immerse the cleaned workpiece in a bath with strictly dosed reagents diluted to the desired concentration with distilled water. For a sufficient period of time, under the influence of caustic reagents, all the roughness of the steel in contact with the liquid active medium is eliminated. Deep scratches, weld marks are first leveled with emery wheels, then smoothed with soft circles with a paste of the desired grit. Otherwise, all major flaws are also polished with the preservation of shape.
To complete the reaction at all points and to remove the resulting products, the liquid in the tank is continuously mixed. The components are aggressive. Protecting the skin of the hands, face, eyes, respiratory system is obligatory.
Anode Method
Electrochemical treatment reduces the time spent in relation to the mechanical procedure by 4-5 times, increasing the mirror cleanliness class by 1 or 2 positions. To polish the material in this way, you can approach items of different complexity of the conjugations and the curvature of the planes. The solution, when connected to electricity, becomes an active electrolyte, interacting more intensely. The processed sample should be connected to the anode of the installation. For each chemical composition of stainless steel, reagents and mode parameters are selected.
The method requires a freshly prepared electrolyte, energy consumption, the use of protective equipment by the employee. Preliminary preparation of the outer layer (especially after welding) is required. But the reflectivity of stainless steel after all operations is the same as the just polished silver or nickel.
A method of manufacturing an element of stainless steel affects the time spent in the bath:
- stamping 4-6 min;
- welding, heat treatment 10-12 min;
- molding after sandblasting to half an hour.
Polishing Using Plasma

The technology differs from the electrochemical procedure in such parameters:
- the solution is not aggressive; disposal does not require special cleaning;
- voltage is higher (220 V);
- temperature is about 100 ° C.
The reagent used is an ammonium salt with a concentration in the solution of 3.1 ÷ 6.0%. An electric current density of 0.35 ± 0.15 A / cm² is established in the contact zone of the electrolyte with stainless steel and gas bubbles appear. Discharges ionizing the medium pass in vapors inside the fluidized bed. Plasma tabs appear, which purposefully act on steel, polishing it. Time for one dive is about 6 minutes, based on the power consumption of 5 Wh / cm².




